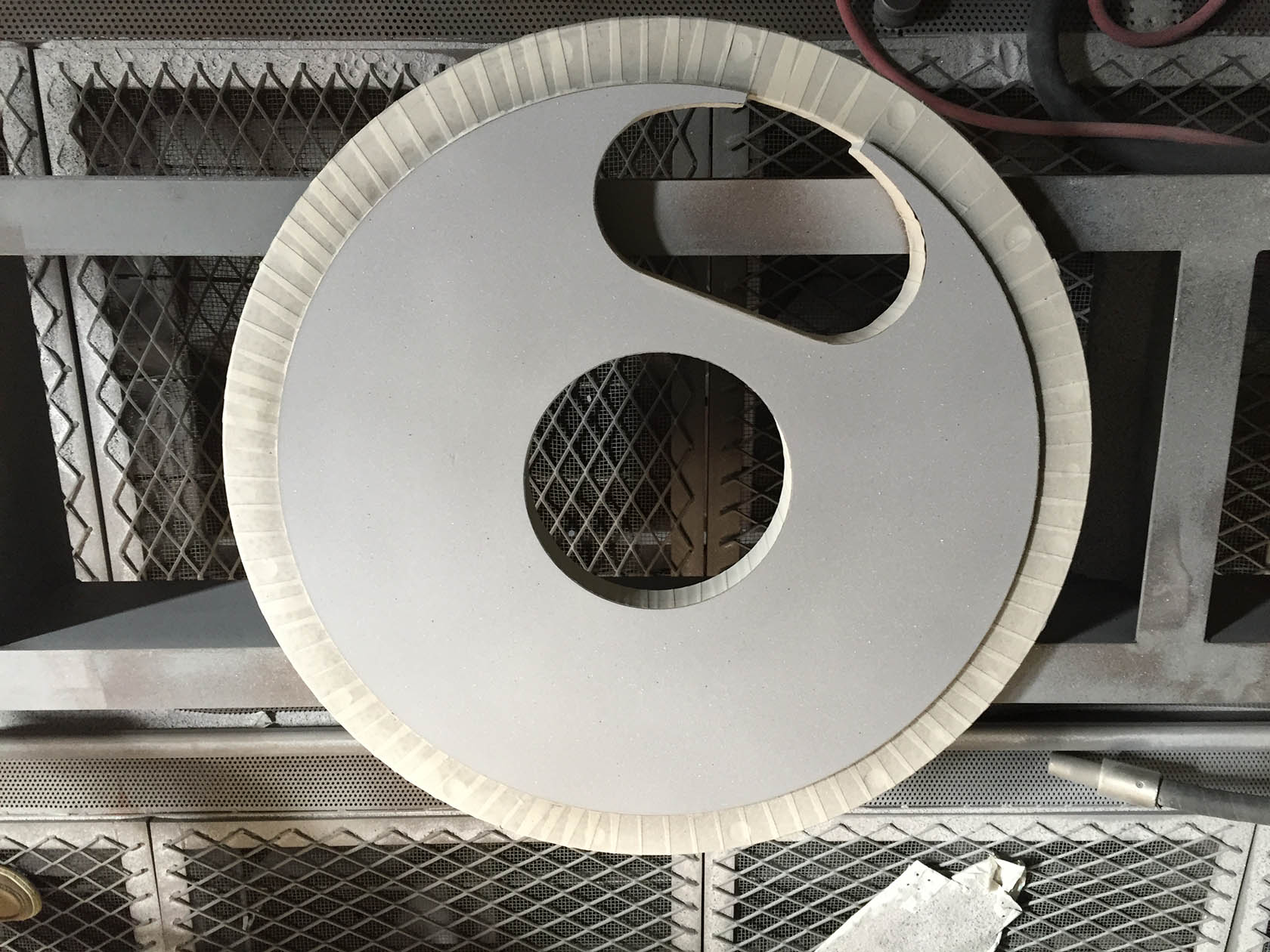
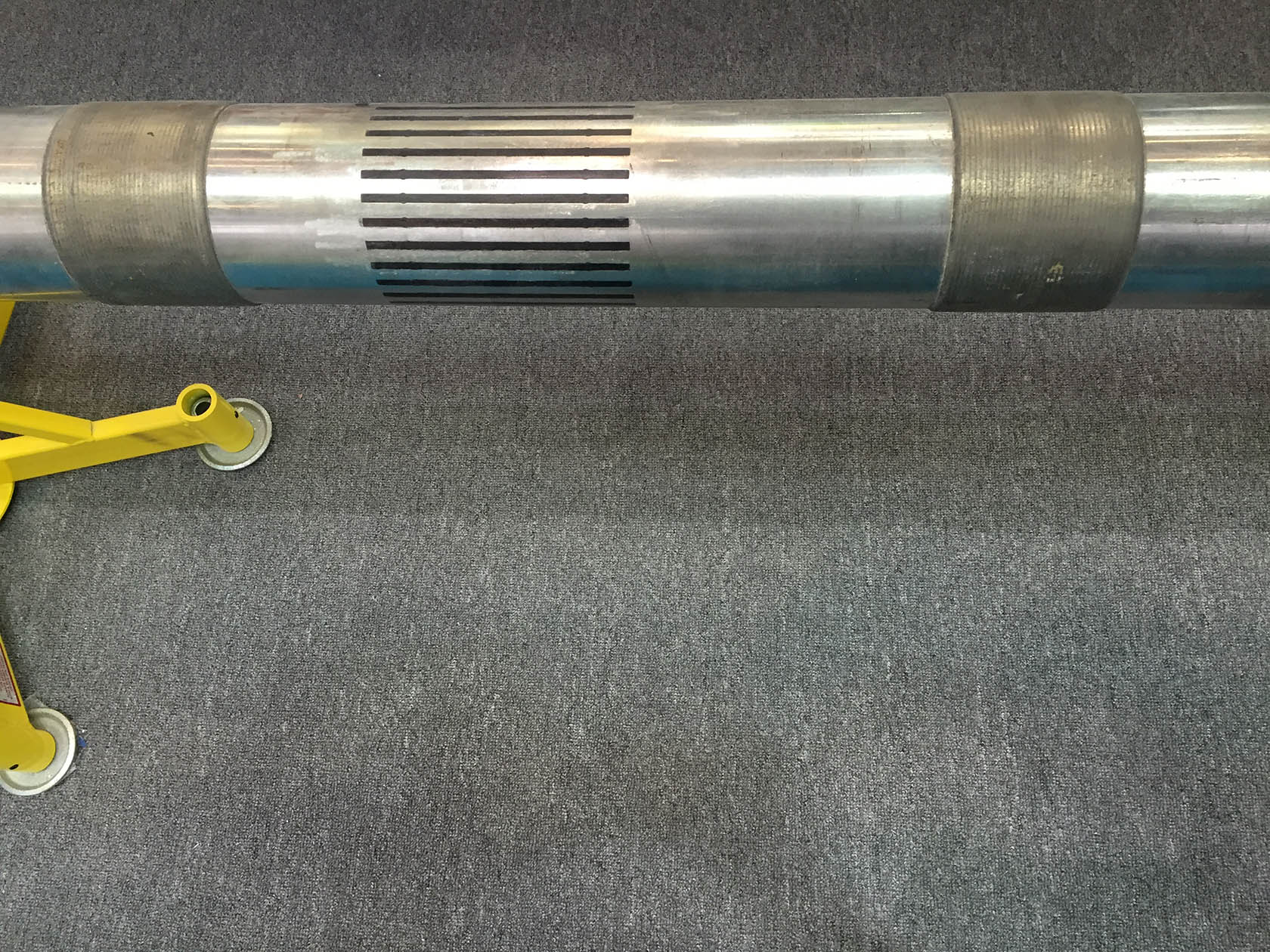
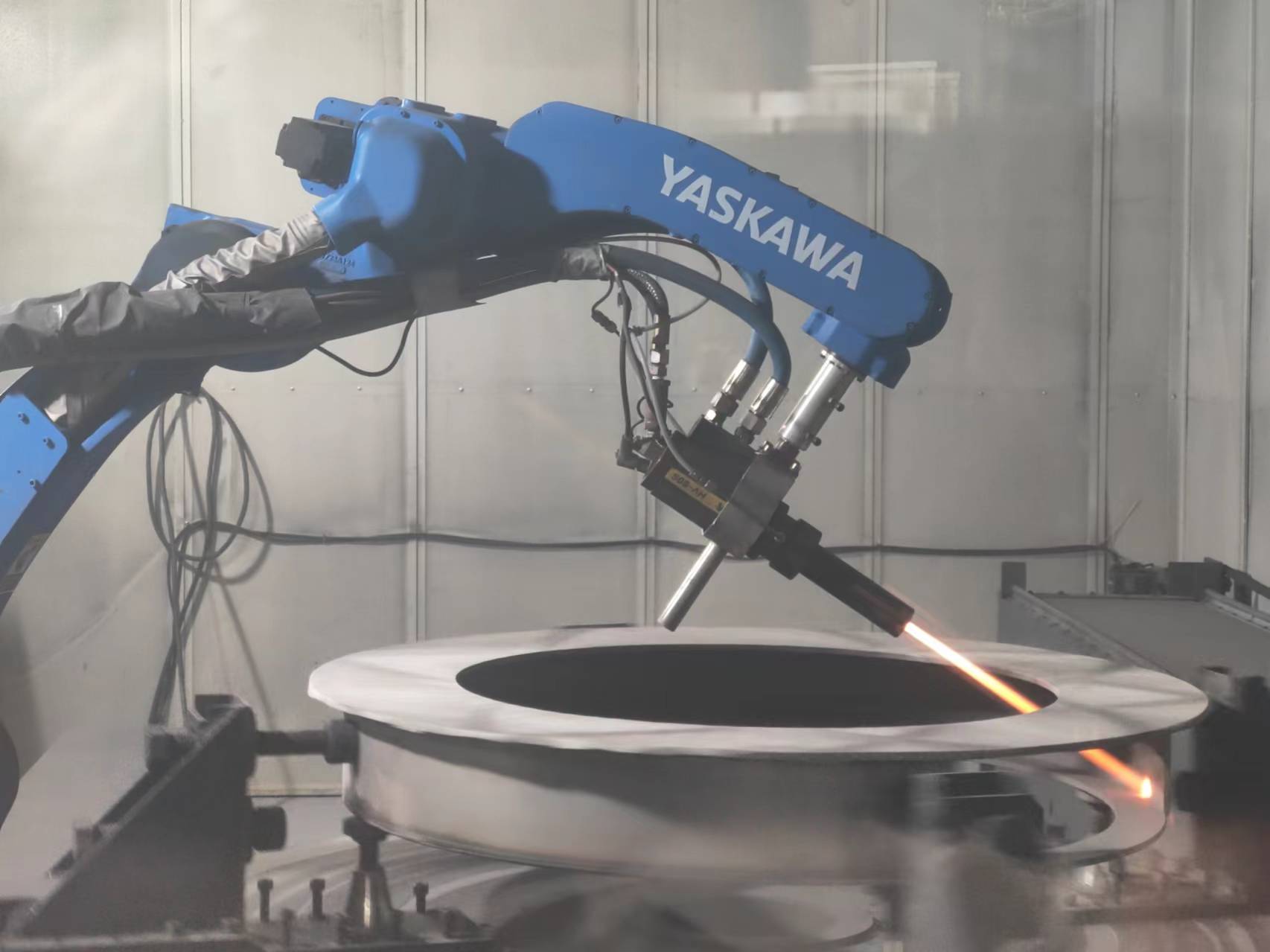
产品展示
以质量求生存以信誉谋发展
以质量求生存以信誉谋发展

激光熔覆是指:通过同步或预置材料的方式,将外部材料添加至基体经激光辐照后形成的熔池中,并使二者共同快速凝固形成包覆层的工艺方法。
激光熔覆特点:熔覆层稀释度低但结合力强,与基体呈冶金结合,可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化或电气特性,从而达到表面改性或修复的目的,满足材料表面特定性能要求的同时可节约大量的材料成本。与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,因此激光熔覆技术应用前景十分广阔。
从当前激光熔覆的应用情况来看,其主要应用于三个方面:一,对材料的表面改性,如燃汽轮机叶片,轧辊,齿轮等;二,对产品的表面修复,如转子,模具等。有关资料表明,修复后的部件强度可达到原强度的90%以上,其修复费用不到重置价格的1/5,更重要的是缩短了维修时间,解决了大型企业重大成套设备连续可靠运行所必须解决的转动部件快速抢修难题。另外,对关键部件表面通过激光熔覆超耐磨抗蚀合金,可以在零部件表面不变形的情况下大大提高零部件的使用寿命;对模具表面进行激光熔覆处理,不仅提高模具强度,还可以降低2/3的制造成本,缩短4/5的制造周期。三,激光增材制造。通过同步送粉或送丝的方式,进行逐层的激光熔覆,进而获得具有三维结构的零部件。该技术又可称为激光熔化沉积、激光金属沉积、激光直接熔化沉积等。
熔覆材料:应用广泛的激光熔覆材料主要有:镍基、钴基、铁基、钛合金、铜合金、颗粒型金属基复合材料,陶瓷材料
激光熔覆技术参数:
激光熔覆的工艺参数主要有激光功率、光斑直径、熔覆速度、离焦量、送粉速度、扫描速度、预热温度等。这些参数对熔覆层的稀释率、裂纹、表面粗糙度以及熔覆零件的致密性等有很大影响。各参数之间也相互影响,是一个非常复杂的过程,须采用合理的控制方法将这些参数控制在激光熔覆工艺允许的范围内。
激光熔覆有3个重要的工艺参数
激光功率
激光功率越大,融化的熔覆金属量越多,产生气孔的概率越大。随着激光功率增加,熔覆层深度增加,周围的液体金属剧烈波动,动态凝固结晶,使气孔数量逐渐减少甚至得以消除,裂纹也逐渐减少。当熔覆层深度达到极限深度后,随着功率提高,基体表面温度升高,变形和开裂现象加剧,激光功率过小,仅表面涂层融化,基体未熔,此时熔覆层表面出现局部起球、空洞等,达不到表面熔覆目的。
光斑直径
激光束一般为圆形。熔覆层宽度主要取决于激光束的光斑直径,光斑直径增加,熔覆层变宽。光斑尺寸不同会引起熔覆层表面能量分布变化,所获得的熔覆层形貌和组织性能有较大差别。一般来说,在小尺寸光斑下,熔覆层质量较好,随着光斑尺寸增大,熔覆层质量下降。但光斑直径过小,不利于获得大面积的熔覆层。
熔覆速度
熔覆速度V与激光功率P有相似的影响。熔覆速度过高,合金粉末不能完全融化,未起到优质熔覆的效果;熔覆速度太低,熔池存在时间过长,粉末过烧,合金元素损失,同时基体的热输入量大,会增加变形量。
激光熔覆参数不是独立的影响熔覆层宏观和微观质量,而是相互影响的。为了说明激光功率P、光斑直径D和熔覆速度V三者的综合作用,提出了比能量Es的概念,即:
Es=P/(DV)
即单位面积的辐照能量,可将激光功率密度和熔覆速度等因素综合在一起考虑。
比能量减小有利于降低稀释率,同时与熔覆层厚度也有一定的关系。在激光功率一定的条件下,熔覆层稀释率随光斑直径增大而减小,当熔覆速度和光斑直径一定时,熔覆层稀释率随激光束功率增大而增大。另外,随着熔覆速度的增加,基体的融化深度下降,基体材料对熔覆层的稀释率下降。
在多道激光熔覆中,搭接率是影响熔覆层表面粗糙度的主要因素,搭接率提高,熔覆层表面粗糙度降低,但搭接部分的均匀性很难得到保证。熔覆道之间相互搭接区域的深度与熔覆道正中的深度有所不同,从而影响了整个熔覆层的均匀性。而且多道搭接熔覆的残余拉应力会叠加,使局部总应力值增大,增大了熔覆层裂纹的敏感性。预热和回火能降低熔覆层的裂纹倾向。






 QQ客服
QQ客服