ΦΦ θΖΰΈώ
Άξ…ΤΒΡΖΰΈώΧεœΒΘ§±Θ÷Λ”ΟΜßΧα≥ωΒΡΈ ΧβΚΆ“Σ«σΡήΒΟΒΫΦΑ ±¥Πάμ
Άξ…ΤΒΡΖΰΈώΧεœΒΘ§±Θ÷Λ”ΟΜßΧα≥ωΒΡΈ ΧβΚΆ“Σ«σΡήΒΟΒΫΦΑ ±¥Πάμ
ΦΛΙβ»έΗ≤Ϋι…ήΘΚ
ΦΛΙβ»έΗ≤ΦΦ θ «÷Η“‘≤ΜΆ§ΒΡΧνΝœΖΫ Ϋ‘Ύ±ΜΆΩΗ≤ΜυΧε±μΟφ…œΖ≈÷Ο―Γ‘ώΒΡΆΩ≤ψ≤ΡΝœΘ§Ψ≠ΦΛΙβΖχ’’ Ι÷°ΚΆΜυΧε±μΟφ“Μ±Γ≤ψΆ§ ±»έΜ·Θ§≤ΔΩλΥΌΡΐΙΧΚσ–Έ≥…œΓ ΆΕ»ΦΪΒΆ≤Δ”κΜυΧε≤ΡΝœ≥…“±ΫπΫαΚœΒΡ±μΟφΆΩ≤ψΘ§¥”Εχœ‘÷χΗΡ…ΤΜυΧε≤ΡΝœ±μΟφΒΡΡΆΡΞΓΔΡΆ ¥ΓΔΡΆ»»ΓΔ ΩΙ―θΜ·ΦΑΒγΤςΧΊ–‘Β»ΒΡΙΛ“’ΖΫΖ®ΓΘ
ΦΛΙβ»έΗ≤Μυ±ΨΧΊΒψΘΚ
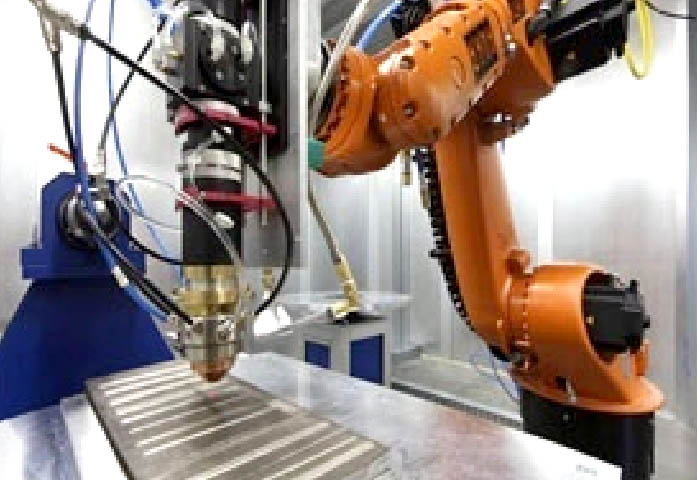
”Π”Ο”ΎΦΛΙβ»έΗ≤ΒΡΦΛΙβΤς÷ς“Σ”–CO2ΦΛΙβΤςΚΆΙΧΧεΦΛΙβΤςΘ®÷ς“ΣΑϋά®ΒζΤ§ΦΛΙβΤςΘ§ΙβœΥΦΛΙβΤςΚΆΕΰΦΪΙήΦΛΙβΤςΘ§άœ ΫΒΤ±ΟΤ÷ΦΛΙβΤς”…”ΎΙβΒγΉΣΜ·–߬ ΒΆΘ§Έ§ΜΛΖ±ΥωΒ»Έ Χβ“―÷πΫΞΒ≠≥ω –≥ΓΘ©ΓΘΕ‘”ΎΝ§–χCO2ΦΛΙβ»έΗ≤Θ§ΙζΡΎΆβ―ß’Ώ“―ΉωΝΥ¥σΝΩ―–ΨΩ.ΗΏΙΠ¬ ΙΧΧεΦΛΙβΤςΒΡ―–÷ΤΖΔ’Ι―ΗΥΌΘ§÷ς“Σ”Ο”Ύ”–…ΪΚœΫπ±μΟφΗΡ–‘ΓΘΨίΈΡœΉ±®ΒάΘ§≤…”ΟCO2ΦΛΙβΫχ––¬ΝΚœΫπΦΛΙβ»έΗ≤Θ§¬ΝΚœΫπΜυΧε‘ΎCO2ΦΛΙβΖχ’’ΧθΦΰœ¬»ί“Ή±δ–ΈΘ§…θ÷ΝΥζœίΓΘΙΧΧεΦΛΙβΤςΘ§ΧΊ±π «ΒζΤ§ΦΛΙβΤς δ≥ω≤®≥ΛΈΣ1.06ΠΧmΘ§ΫœCO2ΦΛΙβ≤®≥Λ–Γ1Ηω ΐΝΩΦΕΘ§“ρΕχΗϋ Κœ¥ΥάύΫπ τΒΡΦΛΙβ»έΗ≤ΓΘ
ΦΛΙβ»έΗ≤Α¥ΥΆΖέΙΛ“’ΒΡ≤ΜΆ§Ω…Ζ÷ΈΣΝΫάύΘΚΖέΡ©‘Λ÷ΟΖ®ΚΆΆ§≤ΫΥΆΖέΖ®ΓΘΝΫ÷÷ΖΫΖ®–ßΙϊœύΥΤΘ§Ά§≤ΫΥΆΖέΖ®ΨΏ”–“Ή Βœ÷Ή‘Ε·Μ·ΩΊ÷ΤΘ§ΦΛΙβΡήΝΩΈϋ ’¬ ΗΏΘ§ΈόΡΎ≤ΩΤχΩΉΘ§”»Τδ»έΗ≤Ϋπ τΧ’¥…Θ§Ω…“‘œ‘÷χΧαΗΏ»έΗ≤≤ψΒΡΩΙΩΣΝ―–‘ΡήΘ§ Ι”≤÷ Χ’¥…œύΩ…“‘‘Ύ»έΗ≤≤ψΡΎΨυ‘»Ζ÷≤ΦΒ»”≈ΒψΓΘ
1ΓΔΦΛΙβ»έΗ≤ΨΏ”–“‘œ¬ΧΊΒψΘΚ
Θ®1Θ©ά以ռŻΩλΘ®ΗΏ¥ο106K/sΘ©Θ§ τ”ΎΩλΥΌΡΐΙΧΙΐ≥ΧΘ§»ί“ΉΒΟΒΫœΗΨßΉι÷·Μρ≤ζ…ζΤΫΚβΧ§ΥυΈόΖ®ΒΟΒΫΒΡ–¬œύΘ§»γΖ«Έ»œύΓΔΖ«ΨßΧ§Β»ΓΘ
Θ®2Θ©ΆΩ≤ψœΓ Ά¬ ΒΆΘ®“ΜΑψ–Γ”Ύ5%Θ©Θ§”κΜυΧε≥ άΈΙΧΒΡ“±ΫπΫαΚœΜρΫγΟφά©…ΔΫαΚœΘ§Ά®ΙΐΕ‘ΦΛΙβΙΛ“’≤Έ ΐΒΡΒς’ϊΘ§Ω…“‘ΜώΒΟΒΆœΓ Ά¬ ΒΡΝΦΚΟΆΩ≤ψΘ§≤Δ«“ΆΩ≤ψ≥…Ζ÷ΚΆœΓ ΆΕ»Ω…ΩΊΘΜ
Θ®3Θ©»» δ»κΚΆΜϊ±δΫœ–ΓΘ§”»Τδ «≤…”ΟΗΏΙΠ¬ ΟήΕ»ΩλΥΌ»έΗ≤ ±Θ§±δ–ΈΩ…ΫΒΒΆΒΫΝψΦΰΒΡΉΑ≈δΙΪ≤νΡΎΓΘ
Θ®4Θ©ΖέΡ©―Γ‘ώΦΗΚθΟΜ”–»ΈΚΈœό÷ΤΘ§ΧΊ±π «‘ΎΒΆ»έΒψΫπ τ±μΟφ»έΖσΗΏ»έΒψΚœΫπΘΜ
Θ®5Θ©»έΗ≤≤ψΒΡΚώΕ»ΖΕΈß¥σΘ§ΒΞΒάΥΆΖέ“Μ¥ΈΆΩΗ≤ΚώΕ»‘Ύ0.2~2.0mmΘ§
Θ®6Θ©ΡήΫχ––―Γ«χ»έΖσΘ§≤ΡΝœœϊΚΡ…ΌΘ§ΨΏ”–ΉΩ‘ΫΒΡ–‘ΡήΦέΗώ±»ΘΜ
Θ®7Θ©Ιβ χΟιΉΦΩ…“‘ ΙΡ―“‘Ϋ”ΫϋΒΡ«χ”ρ»έΖσΘΜ
Θ®8Θ©ΙΛ“’Ιΐ≥Χ“Ή”Ύ Βœ÷Ή‘Ε·Μ·ΓΘ
Κή Κœ”ΆΧο≥ΘΦϊ“ΉΥπΦΰΒΡΡΞΥπ–όΗ¥ΓΘ
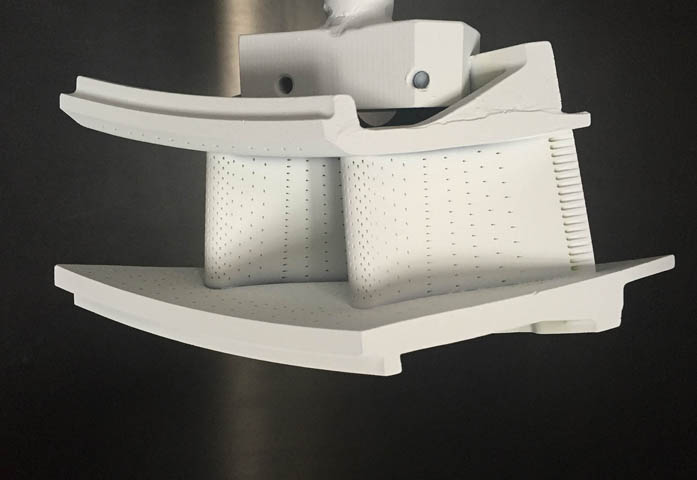
2ΓΔΦΛΙβ»έΗ≤”κΦΛΙβΚœΫπΜ·ΒΡ“λΆ§
ΦΛΙβ»έΗ≤”κΦΛΙβΚœΫπΜ·ΕΦ «άϊ”ΟΗΏΡήΟήΕ»ΒΡΦΛΙβ χΥυ≤ζ…ζΒΡΩλΥΌ»έΡΐΙΐ≥ΧΘ§‘ΎΜυ≤Ρ±μΟφ–Έ≥…”ΎΜυΧεœύΜΞ»ΎΚœΒΡΓΔΨΏ”–Άξ»Ϊ≤ΜΆ§≥…Ζ÷”κ–‘ΡήΒΡΚœΫπΗ≤≤ψΓΘΝΫ’ΏΙΛ“’Ιΐ≥ΧœύΥΤΘ§ΒΪ»¥”–±Ψ÷ …œΒΡ«χ±πΘ§÷ς“Σ«χ±π»γœ¬ΘΚ
Θ®1Θ©ΦΛΙβ»έΗ≤Ιΐ≥Χ÷–ΒΡΗ≤≤ψ≤ΡΝœΆξ»Ϊ»ΎΜ·Θ§ΕχΜυΧε»έΜ·≤ψΦΪ±ΓΘ§“ρΕχΕ‘»έΗ≤≤ψΒΡ≥…Ζ÷”ΑœλΦΪ–ΓΘ§ΕχΦΛΙβΚœΫπΜ·‘ρ «‘ΎΜυ≤ΡΒΡ±μΟφ»έ»ΎΗ¥≤ψΡΎΦ”»κΚœΫπ‘ΣΥΊΘ§ΡΩΒΡ «–Έ≥…“‘Μυ≤ΡΈΣΜυΒΡ–¬ΒΡΚœΫπ≤ψΓΘ
Θ®2Θ©ΦΛΙβ»έΗ≤ Β÷ …œ≤Μ «Α―ΜυΧε±μΟφ≤ψ»έ»ΎΫπ τΉςΈΣ»ήΦΝΘ§Εχ «ΫΪΝμ––≈δ÷ΟΒΡΚœΫπΖέΡ©»ΎΜ·Θ§ ΙΤδ≥…ΈΣ»έΗ≤≤ψΒΡ÷ςΧεΚœΫπΘ§Ά§ ±ΜυΧεΚœΫπ“≤”–“Μ±Γ≤ψ»ΎΜ·Θ§”κ÷°–Έ≥…“±ΫπΫαΚœΓΘΦΛΙβ»έΗ≤ΦΦ θ÷Τ±Η–¬≤ΡΝœ «ΦΪΕΥΧθΦΰœ¬ ß–ßΝψ≤ΩΦΰΒΡ–όΗ¥”κ‘Ό÷Τ‘λΓΔΫπ τΝψ≤ΩΦΰ÷±Ϋ”÷Τ‘λΒΡ÷Ί“ΣΜυ¥ΓΘ§ ήΒΫ άΫγΗςΙζΩΤ―ßΫγΚΆΤσ“ΒΒΡΗΏΕ»÷Ί ”ΓΘ
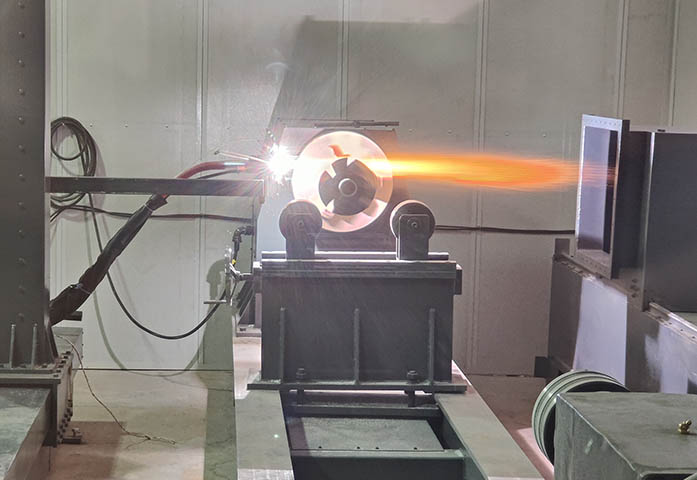
ΦΛΙβ»έΗ≤”Π”Ο”κ«ΑΨΑΘΚ
Ϋχ»κ20 άΦΆ80Ρξ¥ζ“‘ά¥Θ§ΦΛΙβ»έΗ≤ΦΦ θΒΟΒΫΝΥ―ΗΥΌΒΡΖΔ’ΙΘ§“―≥…ΈΣΙζΡΎΆβΦΛΙβ±μΟφΗΡ–‘―–ΨΩΒΡ»»ΒψΓΘΦΛΙβ»έΖσΦΦ θΨΏ”–Κή¥σΒΡΦΦ θΨ≠ΦΟ–ß“φΘ§ΙψΖΚ”Π”Ο”ΎΜζ–Β÷Τ‘λ”κΈ§–όΓΔΤϊ≥Β÷Τ‘λΓΔΖΡ÷·Μζ–ΒΓΔΚΫΚΘ”κΚΫΧλΚΆ ·”ΆΜ·ΙΛΒ»Νλ”ρΓΘ
ΦΛΙβ»έΗ≤ΦΦ θ“―Ψ≠»ΓΒΟ“ΜΕ®ΒΡ≥…ΙϊΘ§’ΐ¥Π”Ύ÷π≤ΫΉΏœρΙΛ“ΒΜ·”Π”ΟΒΡΤπ≤ΫΫΉΕΈΓΘΫώΚσΒΡΖΔ’Ι«ΑΨΑ÷ς“Σ”–“‘œ¬ΦΗΗωΖΫΟφΘΚ
Θ®1Θ©ΦΛΙβ»έΗ≤ΒΡΜυ¥Γάμ¬έ―–ΨΩΓΘ
Θ®2Θ©»έΗ≤≤ΡΝœΒΡ…ηΦΤ”κΩΣΖΔΓΘ
Θ®3Θ©ΦΛΙβ»έΗ≤…η±ΗΒΡΗΡΫχ”κ―–÷ΤΓΘ
Θ®4Θ©άμ¬έΡΘ–ΆΒΡΫ®ΝΔΓΘ
Θ®5Θ©ΦΛΙβ»έΗ≤ΒΡΩλΥΌ≥…–ΆΦΦ θΓΘ
Θ®6Θ©»έΗ≤Ιΐ≥ΧΩΊ÷ΤΒΡΉ‘Ε·Μ·ΓΘ

»»Ο≈ΙΊΦϋ¥ ΘΚΧλΫρ»»≈γΆΩΦ”ΙΛΧλΫρ»»≈γΆΩ≥ßΧλΫρΦΛΙβ»έΗ≤





 QQΩΆΖΰ
QQΩΆΖΰ